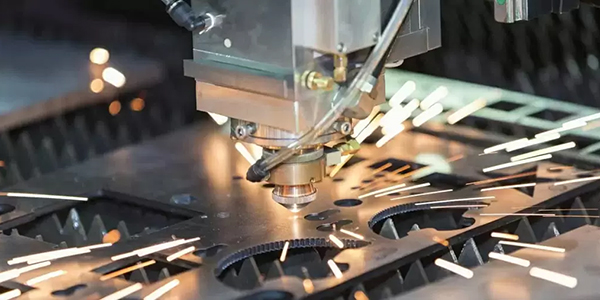
Découpe laser à grande vitesse
Nous sommes spécialisés dans la découpe laser et le traitement de matériaux résistants à l'usure, blindés et faiblement alliés à haute résistance. Des nuances telles que Hardox (la plupart des calibres sont conservés en stock), Weldox, Abrazo, Armox et Invar & Abro peuvent être traitées jusqu'à 25 mm d'épaisseur.
Nous disposons d'un stock limité de ces matériaux afin de garantir une exécution rapide. Nous disposons d'une gamme de matériaux Domex et Hardox en stock et les traitons régulièrement.
Veuillez appeler pour plus de détails et connaître la disponibilité actuelle des stocks.
Découpe au jet d'eau
Notre système de découpe au jet d'eau utilise de l'eau à 50 000 psi et un grenat abrasif pour découper pratiquement tous les matériaux, y compris le titane ! Les pompes multiplicatrices fournissent une puissance de 150 chevaux, permettant des performances encore supérieures sur les matériaux plus épais. Parmi les avantages du jet d'eau, on peut citer : une capacité de découpe de forme supérieure, la découpe de matériaux inaccessibles par d'autres méthodes, comme le caoutchouc mousse, les carreaux de céramique, le marbre et le verre, et la gestion aisée d'une grande variété de matériaux. Précision de positionnement de ± 0,005 pouce. Élimine le pré-perçage des trous d'entrée. Moins exigeant en main-d'œuvre que les autres méthodes. Possibilité de découper des matériaux extrêmement épais (nous avons déjà découpé du cuivre de 20 cm d'épaisseur !).

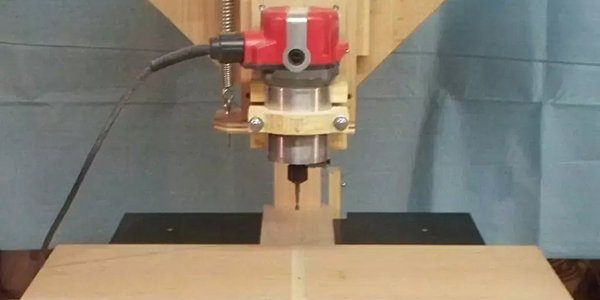
Routeur vertical
Coupe fédérée jusqu'à 3 150 pouces par minute.
• Le moyen le plus rapide de traiter l’aluminium, l’acier inoxydable, l’acier inoxydable et l’acier allié.
Table de 72" x 144" avec enveloppe de travail de 84" x 140" et 15" de déplacement sur l'axe Z.
• Peut usiner des matériaux et des pièces épais jusqu'à 6' x 12'.
Système de refroidissement par inondation pour matériaux difficiles à usiner
• Permet des vitesses et des avances plus élevées, augmente la durée de vie de l'outil, diminue le coût des pièces.
• Capable d'usiner l'acier inoxydable et le titane.
Broche refroidie par liquide HSK 63A de 20 chevaux avec refroidissement par l'outil et changeur d'outils dynamique intégré.
• Système de maintien d’outillage avancé.
• Le refroidissement par l'outil permet des opérations de perçage en profondeur plus rapides.
• 12 postes d'outils permettent d'usiner presque tous les travaux sans réoutillage.
Pompe à vide à haut débit de 40 chevaux.
• Le vide considérablement accru permet de maintenir en place des plaques épaisses ou de nombreuses petites pièces.
Répétabilité unidirectionnelle de ± 0,0004" (0,01 mm) et circularité de ± 0,0025".
• Pièces finies de haute précision.
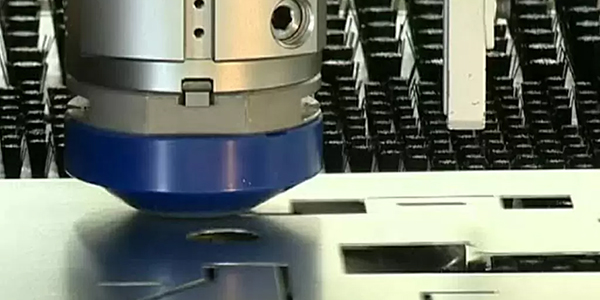
Découpe plasma haute définition
La découpe plasma a longtemps été considérée comme une alternative économique à l'oxycoupage et au profilage laser, où l'angle de coupe n'était pas un problème. Les récents progrès du procédé plasma haute précision/haute définition ont considérablement amélioré la qualité et les performances de la découpe plasma, la rendant plus polyvalente et plus précise que jamais.

Adéquation de l'application
La découpe plasma convient à divers matériaux, en particulier aux aciers doux et aux aciers inoxydables, produisant une excellente finition des bords.
Les améliorations apportées aux systèmes de contrôle permettent désormais d'obtenir des performances de coupe optimales pour une gamme de matériaux et d'épaisseurs allant de 1 mm à 50 mm en acier doux (en fonction de la puissance de l'unité plasma).
Les paramètres associés à la découpe d'une large gamme de matériaux et d'épaisseurs, tels que la vitesse de coupe, les types et les pressions de gaz, peuvent désormais être contrôlés automatiquement par l'équipement, garantissant ainsi une qualité de coupe élevée et constante. Les utilisateurs disposent désormais d'une alternative véritablement économique aux autres procédés de découpe.
Poinçons CNC
Poinçonnage CNC de tôles avec des outils et des presses à poinçonner CNC. Le poinçonnage à commande numérique par ordinateur (CNC) est un procédé de fabrication réalisé par des presses à poinçonner CNC. Ces machines peuvent être de conception Trumpf (tête unique et rail porte-outils) ou à tourelle multi-outils. La machine est programmée pour déplacer une tôle dans les directions x et y afin de la positionner précisément sous le coulisseau de poinçonnage, prête à percer un trou.
La plupart des poinçonneuses CNC peuvent traiter des épaisseurs de 0,5 à 6 mm dans divers matériaux, dont l'acier, le zinc, le galvaniseur, l'acier inoxydable et l'aluminium. Le type de trou perforé peut aller d'un simple cercle ou rectangle à des formes spéciales adaptées à une découpe spécifique. La combinaison de frappes uniques et de géométries superposées permet de produire des pièces en tôle de formes complexes. La machine peut également poinçonner des formes 3D telles que des alvéoles, des filetages Taptite® et des entrées électriques, etc., de chaque côté de la tôle, souvent utilisées dans la conception de boîtiers en tôle. Certaines machines modernes permettent de tarauder des filetages, de plier de petites languettes et de poinçonner des bords cisaillés sans laisser de traces d'outil, ce qui rend la machine très productive pendant le cycle de fabrication du composant. L'instruction permettant à la machine de créer la géométrie souhaitée est appelée programme CNC.